-

- News一覧
- ねじ切りについて①
News
技術コラム
ねじ切りについて①
2022.02.18
切削お役立ち情報 No.53
◆今回はねじ切りについてです。
ねじ切り加工の原理(CNC旋盤の場合)
主軸と刃物の動きを同期させて、刃先が前に加工した箇所に重なる様にして
加工する。
ねじは、刃先Rが小さく、また送りが大きいので刃先に大きな圧力が加わる
ため、小切り込みで多数回の加工が必要となります。(ビビるため)
→小さなRに高い切削圧力が加わるので、チップ材質は対塑性変形が必要。
→小さなRで大きな送りを行うので、粘り(靱性)が必要。
→小さなRでパス回数が多く、切削距離も長い為、対摩耗性も必要。
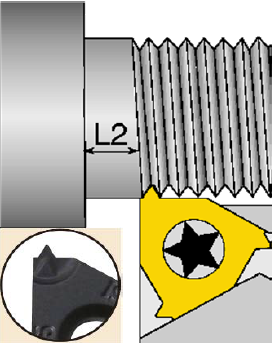
<例>
内径ねじ16IRM 1.50 IC908(イスカル製)だと刃先Rは0.08。
パス回数は、10-20パスは必要。
このように、ねじチップ材質には、対塑性、耐摩耗、靱性と3拍子揃った材質が
必要となります。超硬チップでは、通常の粒子の約1/2-1/3(約1ミクロン以下
)の超微粒子超硬の材質がお奨めです。
*イメージ的には、砂遊びで細かい砂のほうが、ギュッギュッと押し込むことが
出来、崩れにくい山が出来る。
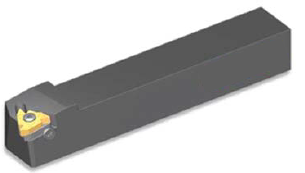
◆ホルダーとチップは同一メーカーをお奨めします
メーカーによって、ホルダーのシート厚みが
異なる場合がある。チップすくい角が変わり、
寿命、面粗さに影響が出ます。



