-

- News一覧
- リーマ加工のお奨め
News
技術コラム
リーマ加工のお奨め
2022.02.04
切削お役立ち情報 No.52
◆リーマは上手に使えば、寸法精度の維持管理が容易に出来ます。
下記事例のように、ボーリング加工から大幅に時間を短縮することも可能です。
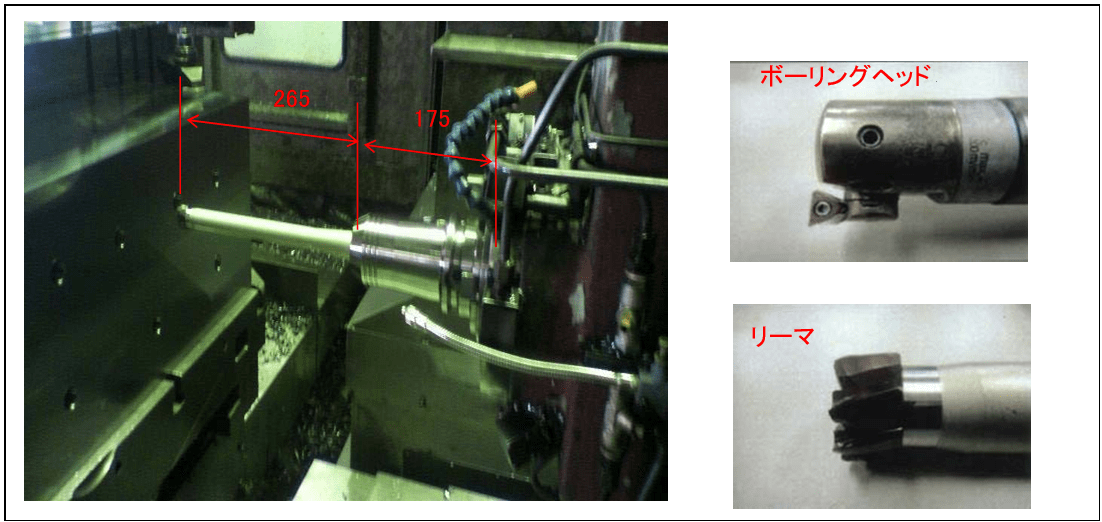
| 機械 | マキノ横MC | 加工内容 | ボーリング仕上げ加工 | ||||
| 切削油 | エマルジョン / 内部給油 | 被削材質 | DAC-3調質材(金型工具鋼) | ||||
| ボーリング加工 | リーマ加工 | ||||||
| 保持具 | (ボーリングバイト | ハイドロチャック | |||||
| 加工径 (mm) | 要求加工穴公差 φ26.0 +0/+0.1 | ||||||
| 切削速度 | 39 | 65.3 | |||||
| 主軸回転数 | 480 | 800 | |||||
| 送り F, f (mm/rev) | F=48 (f=0.1mm/rev) | F=400 (f=0.5mm/rev) | 送り833%増 | ||||
| 穴深さ (mm/穴) | 150mm (貫通穴) | ← | |||||
| 加工穴数 (1コーナー) | 16穴 | 16穴以上 | |||||
| 総加工長 (1コーナー) | 2,400mm | 2,400mm以上 | |||||
| 時間T(min./ワーク) | 16穴/1ワーク=27.2分 | 16穴/1ワーク=3.2分 | 24分短縮(-88%) | ||||
| 寿命判断基準 | 加工面 (見た目重視) | ← | |||||
| チップ磨耗状況 | 通常磨耗 | ほとんど磨耗なし | |||||
| 加工面状況 | 良好 | ← | リーマでの仕上り寸法 | φ26.02 | |||
| 備考 | 下穴φ25.75 (φ25.7のドリルにて加工) | ||||||
|
結果コメント リーマにすることで1ワーク(16穴)当たりの時間が24分短縮。仕上り穴寸法はφ26.02で加工面も良好。 |
|||||||
| また、径調整の手間もなくなり、現場も楽になった。結果的に稼働率も向上。 | |||||||
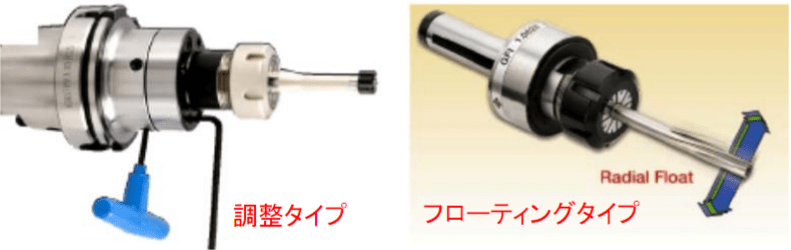
◆ツーリングはハイドロチャックなど、高精度ツーリングの使用を推奨しますが加工物と機械主軸のずれを解消する調整タイプ、フローティングタイプホルダー使用も、一つの解決方法です。