-

- News一覧
- ミーリング加⼯について㉘
News
技術コラム
ミーリング加⼯について㉘
2024.10.01
切削お役立ち情報 No.125
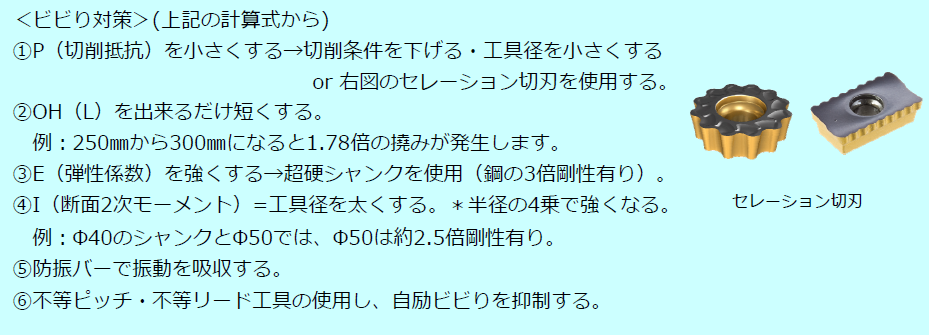
今回は、突き出しが⻑い際の肩削り加⼯のビビりを抑制する⽅法になります。
撓みの抑制がポイントです。
<原因>
突出し量を⻑くすると、切削抵抗による撓みが発⽣し、刃先が振れてビビりが発⽣しやすくなる。切削加⼯中、⼯具の進⾏⽅向に対する荷重(反⼒)により、撓み(たわみ)は発⽣します。
この撓み量が⼤きくなるほど、ビビり発⽣の要因となります。
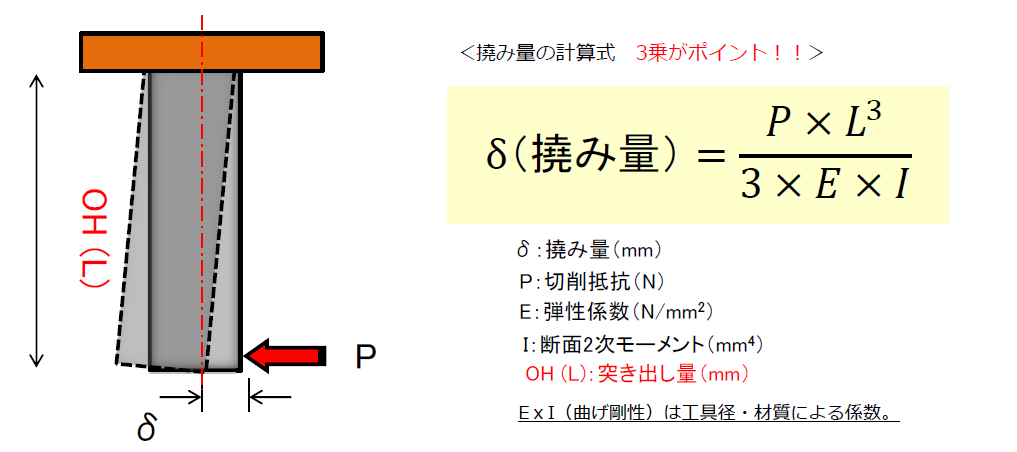
同径、同材質の⼯具を同条件で加⼯した場合、撓み量は、突き出しの3乗に⽐例して⼤きくなる。