-

- News一覧
- ミーリング加⼯について㉔
News
技術コラム
ミーリング加⼯について㉔
2024.06.03
切削お役立ち情報 No.121
今回は、加⼯⾯粗さ(軸⽅向の⾯粗さ)になります。
ミーリングのチップは、旋削チップと違い、さらえ刃(平⾏ランド=BS)があります。
カッターの軸⽅向公差と振れに応じて、最低位置のチップのさらえ刃が加⼯⾯を仕上げます。
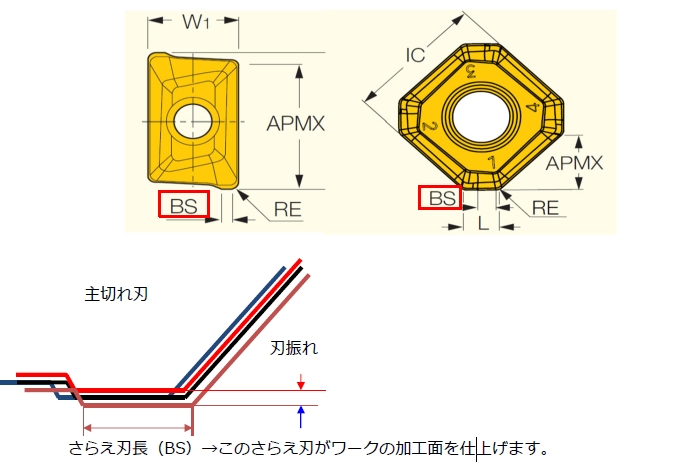
刃振れが悪い場合でも、回転当たり送り(fn)を、さらえ刃の⻑さ以下に抑えれば、
⾯粗さを⼀定に保つことが可能です。(さらえ刃で加⼯⾯を仕上げるため)
回転当たりの送りをさらえ刃の80%以下にするのが安定加⼯のポイントとなります。
![]()
<例>チップのさらえ刃BSが1.5㎜の場合
安定加⼯の為、さらえ刃の80%以下にする必要があるので、1.5㎜X80%→1.2㎜以下で設定。
回転当たり送りfnは1.2㎜以下にする必要あり。
6枚刃のカッターだった場合は、1.2㎜÷6枚刃で⼀刃送りは0.2㎜以下にする必要があります。



