-

- News一覧
- 外径溝入れのコツ⑩
News
技術コラム
外径溝入れのコツ⑩
2022.09.02
切削お役立ち情報 No.80
溝入れ加工から、横引き加工に移る時、撓みの方向が変化するため、刃先がワークに食い込み、
溝入れ寸法と横引き寸法の高さが変化し、横引き加工時の径が小さくなります。
工具補正なしに加工を継続した場合、コーナーAが被削材に食い込みます。
そして、2つの異なる径、つまり溝入加工でできたΦD1、及び旋削加工でできたΦD2が生じ、
加工段差が生まれてしまいます。
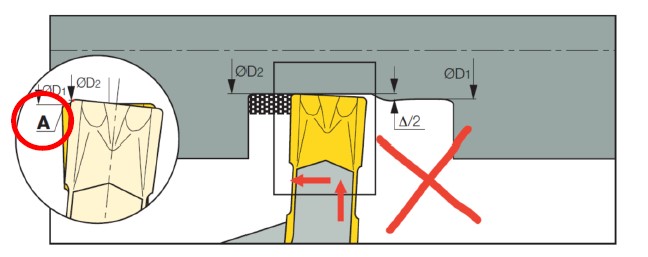
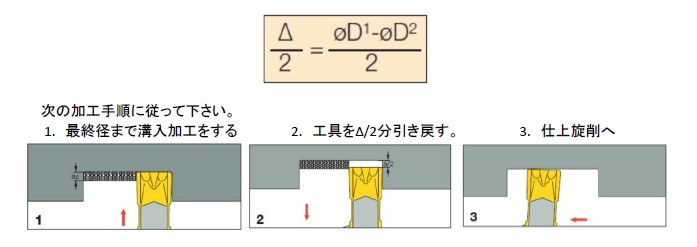
方向変更時に段差の発生を防止するため、溝入れ後、刃先を一端戻して加工する必要があります。
補正量は加工条件、使用工具によって異なります。(通常、試し加工によって段差を測定し補正量を決定します)
ΦD1とΦD2の差異をΔで表します。また、工具補正量は下記の数式で表されます。
今回で、多機能加工のお役立ち情報は最後になります。次回からは、内径溝について、説明します。



