-

- News一覧
- 突切加工のコツ④
News
技術コラム
突切加工のコツ④
2022.05.27
切削お役立ち情報 No.66
突切加工は安定性が求められます。安定性を得る為には工具の強さ(剛性)が必要です。
前回は、工具の突出しを加工径に合わせ、最小にすることで、剛性を持たせることでした。
今回は、工具本体を強くして、安定加工を得る方法です。
③ホルダー、ブレードの厚みを大きくする。
→工具強さ(断面係数)は工具の厚さ(タテ)の3乗になります
例:20角から25角へ 剛性は約2倍は違う(厚み25%UPで、3乗のため)
例:ブレード幅 26㎜幅から32㎜幅へ 剛性は約2倍違う︕︕
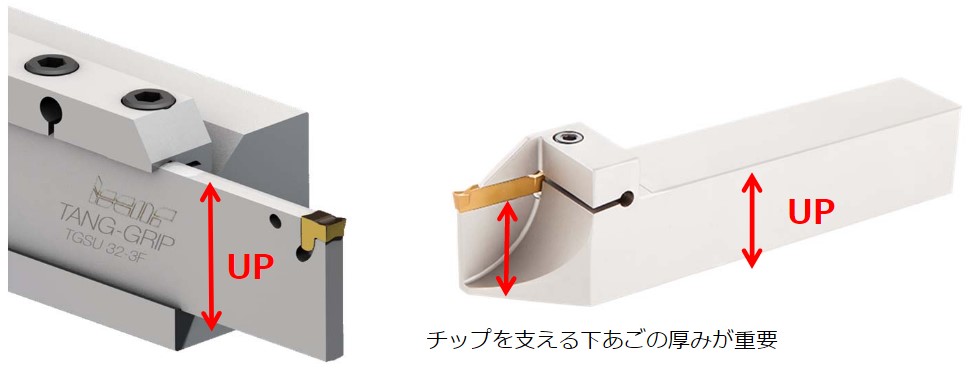

左側の写真は、ブレードの違いによるもの。26㎜幅ブレードは、剛性が低く、切削抵抗に負けて、ブレードがワークから離れてしまうので、切屑の巻が少ない。結果、食いつく→離れるの回数(衝撃)が多くなるので、チップ寿命が悪くなる。32㎜幅ブレードは、剛性があり、ワークに食いついているので、巻が大きくなる。結果、衝撃回数も少なくなるので、チップ寿命も延⻑される。また、加工音が静かになった、加工条件を上げられたなどの効果も出た。



