-

- News一覧
- リーマ加工のトラブルシューティング
News
技術コラム
リーマ加工のトラブルシューティング
2022.01.31
切削お役立ち情報 No.51
◆今回は、リーマ加工のトラブルシューティングについてです。下記図をご覧ください。
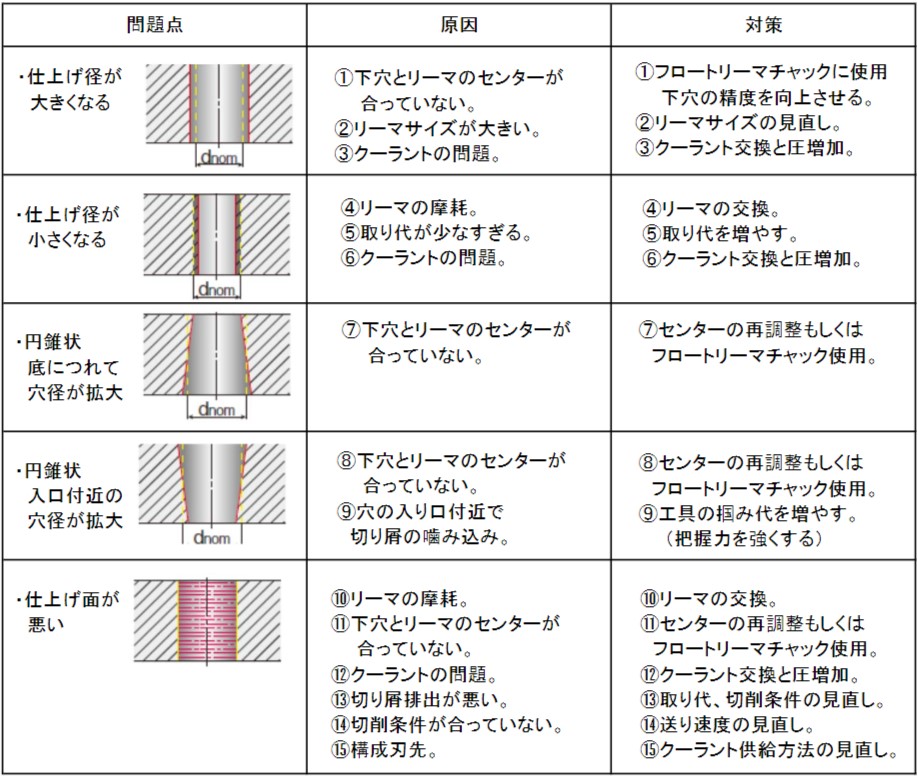
◆リーマはマージン部で加工面を潰して面粗さを向上させます。このマージン量は5ミクロン前後なので、芯ズレ、振れが大きいと、穴径拡大に至り、切れ刃だけの加工となり、マージンが働かなくなります。よって、芯ズレ、振れは 5ミクロン以内に抑えるのが鉄則です。また、マージン部で面を潰すので、摩擦熱と切り屑の噛みが発生し易くなります。これを防ぐのが、潤滑と排出を促す切削油になります。よくある失敗例は、下穴径が大きく、取代が少なすぎることです。下穴に十分な取代が無いと、リーマが擦れてすぐに摩耗し、径が小さくなることがあります。また、取代が多すぎたり、送り速度が速すぎたりすると、切り屑厚みが大きくなり、排出が難しくなります。



