-

- News一覧
- 切り込みは、コーナーR以上? その1
News
技術コラム
切り込みは、コーナーR以上? その1
2021.09.03
切削お役立ち情報 No.31
加工時の切り込み量で、チップを変えたことがありますか?
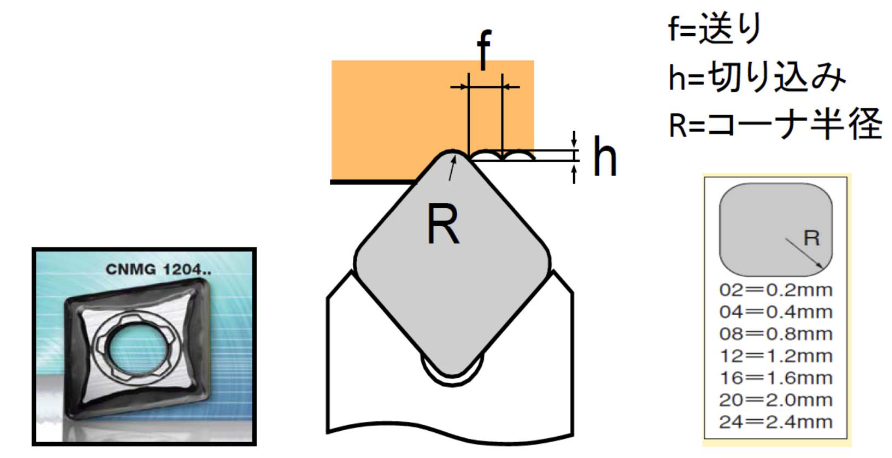
チップのコーナーR以上の切り込みが推奨されます。
コーナーR以上の切り込みで無いと、切れ刃が材料に食い込みにくく、材料の表面を滑る現象が起きることがあります。結果、削るのではなく、擦るような加工になってしまい、チップ寿命が悪くなってしまいます。
チップにコーナーRがあるのは、チップ刃先に丸みを持たせた刃先処理をすることで、チップ刃先を強化し、欠けにくくしています。切れ刃の先端は、微小な丸みを持っているため、切り込み量がコーナーR以下の場合には、食い込みにくくなります。また、材料の弾性変形(力を加えると変形するが、力を除くと元に戻ろうとする性質)により、切れ刃が材料に食い込まないこともあります。
下記のような例が、よくあります。
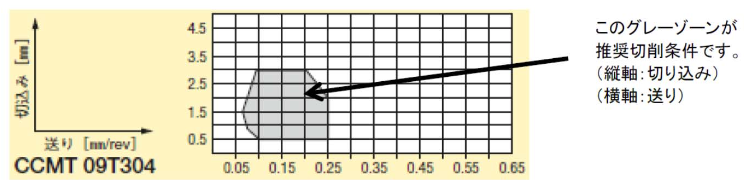
<内径仕上げ加工でうまくいかない>
チップ CCMT 09T304を使用。切り込みは、0.2mm。
→これは、チップのコーナーRが0.4、切り込み量が0.2mmのため、材料に食い付いていないかもしれない。この場合は、切り込みをコーナーR以上の0.4mm以上にするか、切り込み量以下のコーナーRのチップ、CCMT 09T302にしなければならない。
次回は、「切り込みは、コーナーR以上? その2」についてです。



